वेल्ड कैसे करें
लेखक:
Monica Porter
निर्माण की तारीख:
21 जुलूस 2021
डेट अपडेट करें:
1 जुलाई 2024

विषय
इस लेख में: वेल्डरटाइडर पार्ट को वर्कस्टार्टिंग तैयार करना: कार्य समाप्त करें
आर्क वेल्डिंग विद्युत उत्पन्न गर्मी का उपयोग करके दो या अधिक सामग्रियों में शामिल होने की एक प्रक्रिया है। हालांकि अमेरिकी वेल्डिंग सोसाइटी द्वारा कई वेल्डिंग प्रक्रियाएं सूचीबद्ध हैं, इस पत्र में हम खुद को लेपित इलेक्ट्रोड चाप वेल्डिंग प्रक्रिया से निपटने के लिए सीमित करेंगे, जिसे स्टिक वेल्डिंग के रूप में भी जाना जाता है। यह वेल्डिंग के सबसे सामान्य रूपों में से एक है और इसके कई उपयोग हैं; यह प्रक्रिया आपको आसानी से एक पेशेवर की विशेषज्ञता के साथ टिकाऊ DIY परियोजनाओं को प्राप्त करने की अनुमति देगा।
चरणों
भाग 1 कार्य की तैयारी
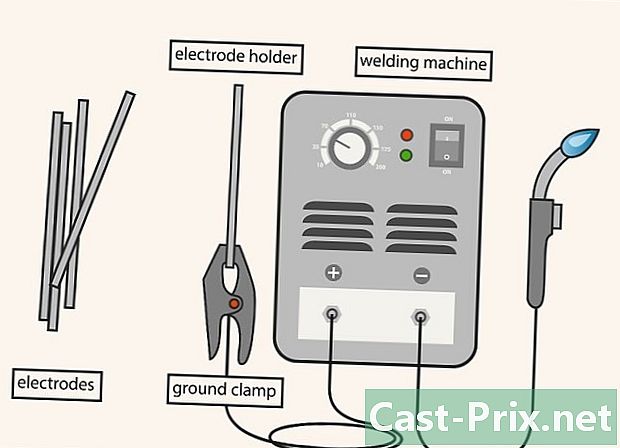
- अपनी सामग्री इकट्ठा करो। आपके पास एक वेल्डिंग मशीन, एक कनेक्टिंग केबल के साथ एक इलेक्ट्रोड धारक, एक ग्राउंडिंग केबल के साथ एक ग्राउंड क्लैंप, इलेक्ट्रोड और बेस मेटल को इकट्ठा किया जाना चाहिए। वेल्ड को साफ करने के लिए जमा और एक तार ब्रश को हटाने के लिए आपको एक चुभने वाले हथौड़ा की भी आवश्यकता होगी।
-
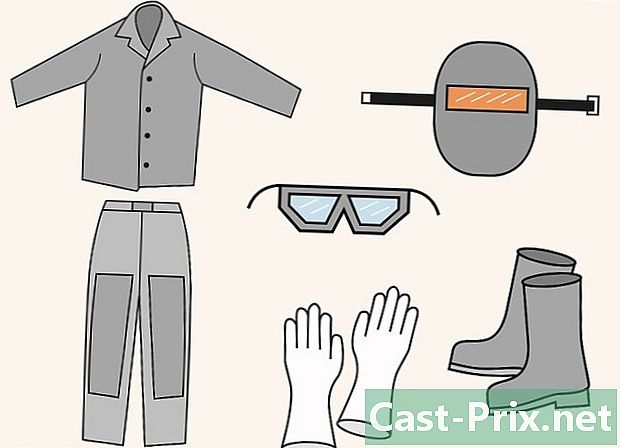
अपने सुरक्षा उपकरणों पर रखो। इसमें वेल्डर का हेलमेट (शेड 10 या अधिक), वेल्डर जैकेट या कॉटन स्वेटशर्ट, कफलेस पैंट, वर्क बूट, दस्ताने और सुरक्षा चश्मा शामिल हैं।- पहनना मत टेनिस के जूते या फटे कपड़े या कफ वाली पतलून या बुनना या खुली जेब वाली शर्ट या स्लीवलेस शर्ट।
-
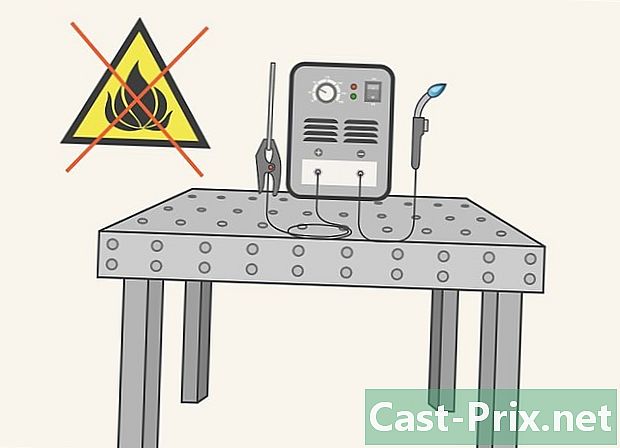
वर्कस्टेशन तैयार करें। किसी भी ज्वलनशील पदार्थ को निकालें और एक उपयुक्त कार्य सतह खोजें। आप ग्राउंडिंग केबल को एक धातु की मेज से उदाहरण के लिए कनेक्ट कर सकते हैं, हालांकि अधिकांश कार्यशालाओं में एक बड़ा धातु हिस्सा होता है जिसमें जमीन के तार जुड़े होते हैं।- यदि अन्य लोग मौजूद हैं, तो कार्य क्षेत्र के चारों ओर वेल्डिंग पर्दे स्थापित करें। यह इन लोगों को पराबैंगनी (यूवी) किरणों से बचाएगा।
-
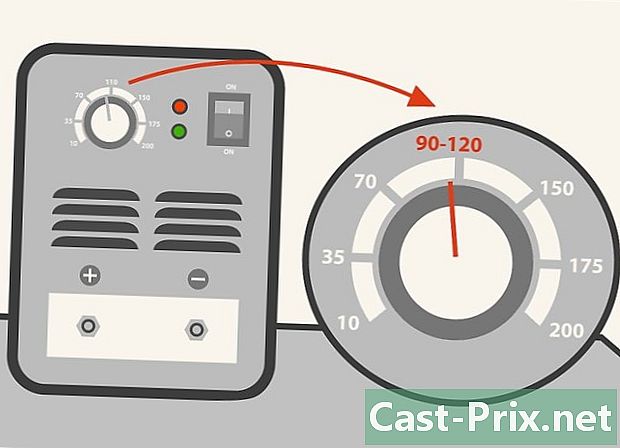
वेल्डिंग मशीन तैयार करें। अधिकांश वेल्डिंग मशीनें काफी सरल हैं। आपको संभवतः 90 से 120 एम्पों के क्रम की तीव्रता का उपयोग करना चाहिए, हालांकि इसे आधार धातु की मोटाई और इलेक्ट्रोड व्यास के अनुसार समायोजित किया जाना चाहिए। -
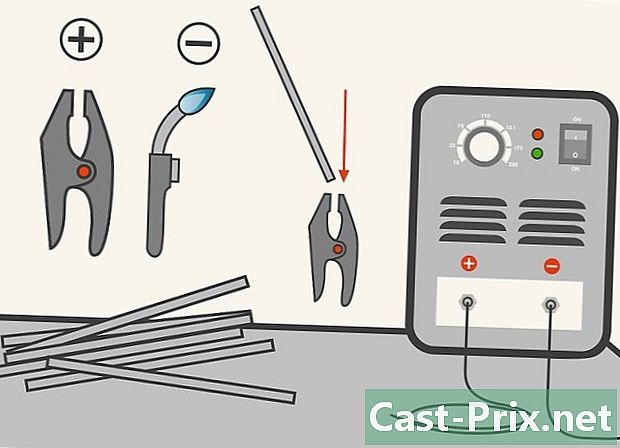
सही इलेक्ट्रोड का उपयोग करें। धातु को वेल्डेड किए जाने के कनेक्शन के आधार पर, इसे एक धनात्मक इलेक्ट्रोड डीसी (CCEP) असेंबली के रूप में संदर्भित किया जाता है, जब क्रिस्टल धातु से इलेक्ट्रोड में व्यवस्थित हो जाता है, जिसके परिणामस्वरूप धातु का उच्च तापमान बढ़ जाता है। डीसी नकारात्मक इलेक्ट्रोड (CCEN) में बढ़ते प्रभाव को उलट दिया जाता है। छड़ी वेल्डिंग के लिए, CCEP माउंटिंग आपके वेल्ड को अधिक पैठ देगा। आपको अपनी मशीन के आधार पर एसी या डीसी वेल्डिंग के लिए उपयुक्त इलेक्ट्रोड का चयन करना होगा। सुनिश्चित करें कि इलेक्ट्रोड सूखे हैं।- एक सकारात्मक इलेक्ट्रोड डीसी वेल्डिंग (CCEP) के मामले में, जिन इलेक्ट्रोड का उपयोग किया जा सकता है वे निम्नलिखित हैं: E6010, E6011, E6013, E7014, E7018, E7024। प्रत्यावर्ती धारा (AC) के लिए इलेक्ट्रोड E6011, E6013, E7014 और E7018AC का उपयोग किया जा सकता है।
- इलेक्ट्रोड E6010 और E6011 विशेष रूप से जंग लगी, चित्रित या गंदे धातु की वेल्डिंग के लिए उपयुक्त हैं जिन्हें आप साफ करने में सक्षम नहीं हैं।
- E6013 इलेक्ट्रोड एक बहुउद्देशीय इलेक्ट्रोड है; यह जोड़ों के साथ परियोजनाओं के लिए आदर्श है जो अच्छी तरह से फिट नहीं होते हैं।
-
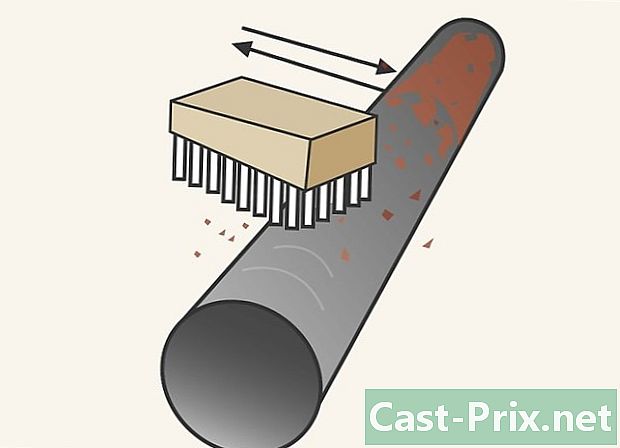
वेल्डिंग से पहले धातु को साफ करें। यह तार ब्रश या चक्की के साथ वेल्डेड करने के लिए सतह को ब्रश करके किया जा सकता है। धातु को जितना संभव हो उतना जंग या पेंट द्वारा साफ़ करें।- धातु, विशेष रूप से एल्यूमीनियम को कम करने के लिए लैक्टोन का उपयोग करें।
- कभी भी क्लोरीनयुक्त सॉल्वैंट्स का उपयोग न करें क्योंकि एक वेल्डिंग मशीन द्वारा गर्म किए जाने पर होने वाली प्रतिक्रिया आपको तुरंत मार सकती है।
- एक चमकदार धातु जरूरी साफ नहीं है। पैमाने की परत को हटाने और धातु को उजागर करने के लिए एक हार्ड डिस्क की चक्की का उपयोग करें। यह विशेष रूप से लेसीयर पर लागू होता है।
-
संयुक्त तैयार करें। भागों को एक साथ पकड़ने और सील को ठीक से समायोजित करने के लिए क्लैम्प और एक वाइज़ का उपयोग करें।
भाग 2 टांका लगाना शुरू करें
-
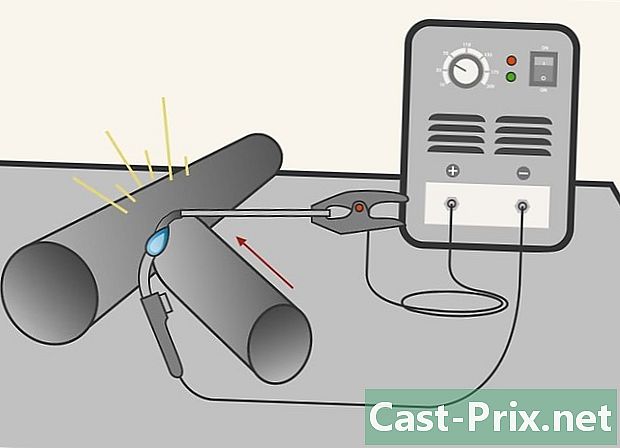
वेल्डिंग चाप को प्रधान करें। बेस मेटल के ऊपर वैंड की नोक को दबाकर ब्लीडिंग को पूरा किया जाता है और फिर इसे ऊपर की ओर खींचते हुए या किसी मैच के लिए मेटल के ऊपर वैंड की नोक को रगड़ते हैं। इस प्रकार, आप विद्युत सर्किट को बंद कर देते हैं, जो इलेक्ट्रोड से धातु तक वर्तमान के पारित होने का कारण बनता है।- सबसे आधुनिक वेल्डिंग हेलमेट आपको लार्स की शुरुआत तक स्पष्ट रूप से देखने की अनुमति देते हैं, फिर पराबैंगनी (यूवी) किरणों के खिलाफ अपनी आंखों की रक्षा करने के लिए स्वचालित रूप से टिंट करते हैं। अन्य सस्ते हेलमेट या एक पुराने मॉडल पर, बस टिंटेड ग्लास से सुसज्जित एक टोपी का छज्जा का उपयोग करें, आमतौर पर वेल्डिंग के अलावा देखने के लिए बहुत अंधेरा होता है। इस मामले में, आपको स्पॉट करना चाहिए जहां आप टांका लगाना शुरू करना चाहते हैं फिर स्टिंग शुरू करने से पहले दूसरे हाथ से हेलमेट को नीचे गिरा दें।
-

एक फ्यूजन वेल्ड पूल बनाएं। जब आप एक स्थिर चाप बनाए रखने का प्रबंधन करते हैं, तो इलेक्ट्रोड के अंत पर ध्यान न दें, लेकिन पिघले हुए धातु स्नान पर ध्यान दें। एक अच्छा स्नान बनाने के लिए, आपको एक या दो बार इंतजार करना होगा, जहां आपने इलेक्ट्रोड को स्थानांतरित करने से पहले शुरू किया था।- बेस धातु की सतह से लार्स की ऊंचाई 3 से 4 मिमी से अधिक नहीं होनी चाहिए। यह मिलाप धीरे-धीरे मिलाप की ओर इलेक्ट्रोड को धक्का देकर बनाए रखा जाना चाहिए। यदि अंतर चौड़ा हो जाता है, तो यह अत्यधिक अनुमानों का उत्पादन करेगा।
-

धातु के माध्यम से पिघल शुरू करो। इलेक्ट्रोड को 90 ° के करीब के कोण पर रखें। इलेक्ट्रोड को बहुत तेजी से न हिलाएं; सामान्य तौर पर, 2.5 सेमी इलेक्ट्रोड द्वारा 2.5 सेमी इलेक्ट्रोड का उपभोग करने के लिए आगे की गति की योजना बनाएं। मिलाप स्नान करते समय, आप या तो एक सीधी रेखा में आगे बढ़ सकते हैं (एक घेरा वेल्डिंग) या छोटे हलकों का वर्णन करें।- एक निरंतर चाप की ऊंचाई को बनाए रखना महत्वपूर्ण है, यह इलेक्ट्रोड और आधार धातु की नोक के बीच की दूरी है। यह पहली बार में प्राप्त करना मुश्किल हो सकता है क्योंकि इलेक्ट्रोड लगातार खपत हो रहा है।
- संयुक्त के अंत में स्नान करना जारी रखें। फिर से, एक स्थिर आगे गति और चाप ऊंचाई बनाए रखना सुनिश्चित करें।
विधि 3 भाग तीन: कार्य समाप्त करें
-
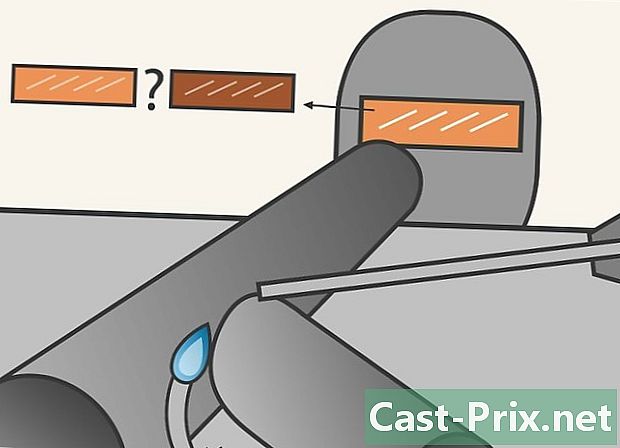
वेल्ड समाप्त करें। इलेक्ट्रोड को धातु से दूर रखें और इसे कुछ सेकंड के लिए ठंडा होने दें। हालांकि अभी भी बहुत गर्म है, धातु ने अपना लाल रंग खो दिया होगा। -

लावा साफ करें। स्लैग वेल्डिंग प्रक्रिया के दौरान प्राप्त एक अवशेष है। यह पिघली हुई धातु को प्रदूषकों से बचाता है। स्लैग जमा वेल्ड बीड के समान दर पर ठंडा नहीं होता है और स्थानों में फफोले हो सकते हैं। वेल्ड सीम से स्लैग को अलग करने के लिए यदि आवश्यक हो तो एक चुभन हथौड़ा का उपयोग करें।- वेल्डिंग के दौरान सुरक्षा चश्मा पहनें, ताकि मास्क उठाते समय आपकी आँखों की सुरक्षा हो सके।
- वेल्ड सीम को चिह्नित नहीं करने के लिए हल्के हथौड़ा स्ट्रोक देकर केवल स्लैग को हटाना मुश्किल है।
- वेल्ड सीम को साफ करने के लिए एक तार ब्रश का उपयोग करें। जितना संभव हो उतना अधिक कणों को हटा दें, खासकर यदि आप एक और पास बनाने जा रहे हैं।
-
वेल्ड की जांच करें। एक शुरुआत के वेल्ड अक्सर खराब गुणवत्ता के होते हैं और उनका प्रतिरोध पर्याप्त नहीं होता है। हालांकि, अभ्यास के साथ प्रदर्शन में सुधार होता है। अंतराल या अपूर्ण वेल्ड को सही करने के लिए एक और पास बनाएं। -
धातु को ठंडा होने दें। व्यवहार में, धातु को पानी में डुबोने से इसकी शीतलन में तेजी आएगी, लेकिन यह वेल्ड को भी कमजोर करेगा; इसलिए, परिवेशी वायु को संरचनात्मक वेल्ड को ठंडा करने की अनुमति दें।
- चार वेल्डिंग पदों को जानें। वे हैं: फ्लैट स्थिति, कंगनी स्थिति, ऊर्ध्वाधर स्थिति और छत की स्थिति। इस लेख में सपाट स्थिति पर चर्चा की गई है।
- फ्लैट वेल्डिंग के लिए, इलेक्ट्रोड धारक को 90 डिग्री के कोण पर इलेक्ट्रोड लगाने की सिफारिश की जाती है; छत की स्थिति में, इलेक्ट्रोड को सीधे बाहर की ओर इंगित करना चाहिए।
- अपने क्षेत्र में वेल्डिंग कक्षाएं खोजें। आप वेल्डिंग तकनीकों के बारे में बहुत कुछ सीखेंगे जो इस लेख की सामग्री आपको सिखा सकती है।
- यदि आप एक वेल्डर जानते हैं, तो उसे आपसे वेल्ड देखने के लिए कहें और एक बार समाप्त होने पर अपने वेल्ड की जांच करें। उनकी टिप्पणियों से आपको किसी भी दोष को ठीक करने में मदद मिल सकती है।
- एक सोल्डर आर्क का प्रकाश शक्तिशाली पराबैंगनी (यूवी) किरणों से बना होता है। सूर्य के प्रकाश के लिए लंबे समय तक संपर्क, कैंसर का कारण बन सकता है।
- तीव्र प्रकाश आपकी आंखों को नुकसान पहुंचाएगा और ए चाप का झटका एक अत्यंत अप्रिय दुर्घटना का प्रतिनिधित्व करता है। आंखों का जलना त्वचा पर सनबर्न के समान है। इलेक्ट्रिक आर्क के प्रकाश से जलने से फफोले हो सकते हैं। पलकों के फड़कने के दौरान आँख की पलकों पर ये छोटे-छोटे पानी के छाले पड़ जाते हैं, जिससे आसपास के वायुमंडल में घाव हो जाते हैं। परिणामी दर्द आंखों में नमक परिचय के बाद के अनुभव के बराबर है। ऊतक पुन: प्राप्त करने के रूप में उत्थान करते हैं, फिर भी गंभीर या बार-बार जलने से अंधापन पैदा करने के लिए पर्याप्त निशान ऊतक बन सकते हैं।
- वेल्डिंग के लिए और एक सही छाया के साथ डिज़ाइन किए गए सुरक्षात्मक ग्लास की सहायता के बिना एक वेल्डिंग चाप को न देखें। आपको कम से कम 9 के गिलास की आवश्यकता होगी। उच्च तीव्रता का इस्तेमाल किया, कांच की अपारदर्शिता और इसकी उच्च रंग संख्या। गहरे रंग के कम नंबर पीसने और काटने के लिए उपयुक्त हैं। यह भी मत भूलो कि आंखों के गुण व्यक्तियों के अनुसार भिन्न होते हैं। एक अंधेरे कांच एक व्यक्ति के लिए उपयुक्त हो सकता है, लेकिन किसी अन्य व्यक्ति के लिए पर्याप्त नहीं है जो एक ही काम कर रहा है।
- अधिकांश आर्क वेल्डिंग स्टेशनों के लिए, आपको ऑपरेशन के चक्र का सम्मान करना चाहिए।इसका मतलब यह है कि निर्दिष्ट अवधि से अधिक समय तक टांका लगाने से उपकरण खराब हो सकते हैं। अधिकांश छोटी, सस्ती वेल्डिंग मशीनों में 20% शुल्क चक्र होता है। ऑपरेटिंग रेट या ड्यूटी फैक्टर को 10 मिनट की अवधि के प्रतिशत के रूप में व्यक्त किया जाता है। 20% ड्यूटी चक्र वाली एक मशीन 2 मिनट के लिए 10 मिनट से अधिक समय तक वेल्ड कर सकती है। शेष 8 मिनट मशीन को ठंडा करने की अनुमति देते हैं। एक उच्च कर्तव्य चक्र एक उच्च वेल्डिंग समय से मेल खाता है। सबसे बड़ी मशीनों में 60% तक का कर्तव्य चक्र होता है, जो 10 मिनट से अधिक 6 मिनट के वेल्डिंग समय से मेल खाती है, शेष 4 मिनट मशीन को ठंडा करने के लिए आरक्षित होते हैं।
- आग बुझाने के लिए अग्निशामक, पानी की बाल्टी, रेत, पानी की नली या अन्य उपयुक्त साधन रखें।
- यदि आंखों को एक झटका से जलाया जाता है, तो गायब होने के लिए एक उत्पाद का उपयोग न करें लाली। एक घायल आंख की रक्त वाहिकाएं रक्त के प्रवाह को जलने से राहत देने की अनुमति देती हैं। रक्त का एक प्रवाह आंख को एंटीबॉडी और अधिक ऑक्सीजन की अधिकता से उपचार को बढ़ावा देता है। प्राकृतिक आँसू आंखों को जलाने और चंगा करने में मदद करते हैं।
- आपके साथ कोई व्यक्ति है जो आपकी निगरानी कर रहा है और आपकी सुरक्षा में सुधार कर रहा है। अपने पहले वेल्ड के लिए, एक अनुभवी वेल्डर के साथ अभ्यास करें।
- वेल्डिंग मशीन खतरनाक हो सकती है। सहित उपयोग मोड को ध्यान से पढ़ें सब चेतावनी और अपनी सुरक्षा और अपने आस-पास के लोगों को सुनिश्चित करने के लिए सभी कदम उठाएं। दहनशील सामग्रियों के पास वेल्ड न करें। उन धातुओं को वेल्ड न करें जो ईंधन के संपर्क में हैं, जैसे कि ईंधन टैंक से धातुएं।
- जले हुए आँखों पर कभी भी कच्चे आलू का प्रयोग न करें। आलू में संक्रामक बैक्टीरिया हो सकते हैं। एक बाँझ ठंड संपीड़ित आंख में हानिकारक कीटाणुओं को शुरू किए बिना गर्मी और जलन को खत्म करने में मदद करेगा।
- सुरक्षा चश्मे की एक जोड़ी
- सरौता और केबल के साथ एक वेल्डिंग मशीन
- इलेक्ट्रोड
- मिलाप धातु
- चुभने का एक हथौड़ा
- एक तार का ब्रश
- वेल्डिंग हेलमेट 10 या अधिक
- कफ वेल्डिंग दस्ताने की एक जोड़ी
- काम बूट की एक जोड़ी
- बिना पतलून का
- एक वेल्डिंग जैकेट
- एक बुझाने का यंत्र
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
नवीनतम पोस्ट

नारंगी या फीके बालों की जड़ों की मरम्मत कैसे करें
इस लेख के सह-लेखक एशले एडम्स हैं। एशले एडम्स इलिनोइस में एक कॉस्मेटोलॉजिस्ट और लाइसेंस प्राप्त हेयरड्रेसर हैं। उन्होंने 2016 में जॉन एमिको कॉस्मेटोलॉजी स्कूल से स्नातक किया।इस लेख में उद्धृत 26 संदर्भ...

क्षतिग्रस्त दांतों की मरम्मत कैसे करें
इस लेख में: क्षतिग्रस्त टूथगेट निवारक देखभाल का इलाज करें स्वस्थ दांत 15 का संदर्भ लें दांतों का खराब होना आपकी उपस्थिति को प्रभावित कर सकता है और आपके समग्र स्वास्थ्य को प्रभावित कर सकता है। हालाँकि,...